��܇���������⺸�ӽ�Q����
�l���r�g��2018-12-03 | ��Դ������ˇ���⺸���\�I�� | ������
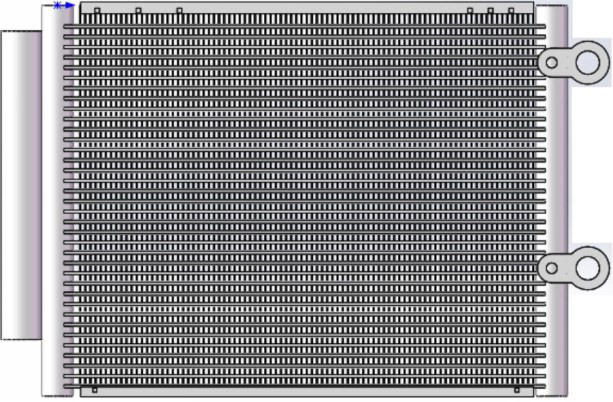
һ �����������⺸�ӽ�B
�������������܌��ú����O���M�й�ˇ�OӋ�����졢���b�c�{ԇ�����g���յĹ��̣��������֞麸��ϵ�y�Ͱ��Ԅӻ������_�����ɲ��֡�
���������ӿ͑�����ҕ�l
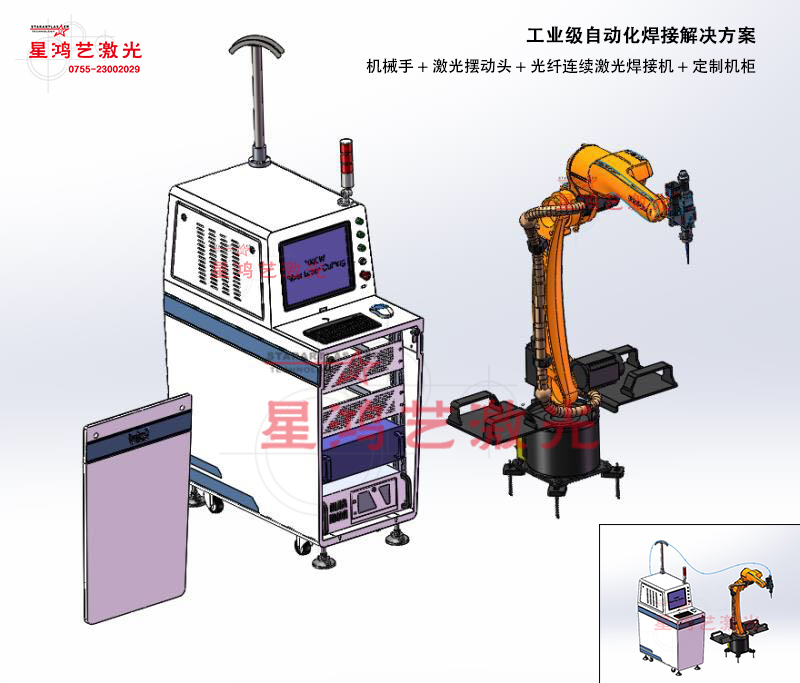
����Q��������܇����������ƽ�_�������й������£�
��1����ϵ�y�܉�����������Y������λ���ӣ�
��2�����ɂ����Ϲ�λ���M���քӊA�o����(��������ҕ�l)�����ӊA���ɿ͑��ṩ��������ˇ���OӋ�ṩ����ɢ�������OӋ�D�������S��ģ�ʹ�������ɿ͑��ṩ���͑_���D������ģ������ijߴ硢�Π�;��ȵĜʴ_�ԣ���ʹ���O�������ӮaƷ�_���͑�Ҫ��ɢ�����ĺ����|�����������O��ϵ�y�ʹ��������ͬ���C��
| ���ӹ�ˇ | ���z | ���o���w | ��늣�1С�r�� | ���Y | �������I��ʽ |
| ���⺸���Ԅӣ� | �o | ���s�՚�/���� | 6�� | �o | �Ԅӻ� |
| �廡�����˹��� | ��Ҫ | ��� | 8.5�� | ����һ������1.5�� �b�乤һ��1�� | �b��+����2�� |
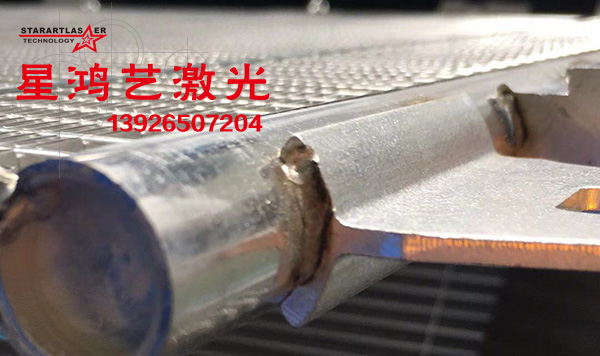
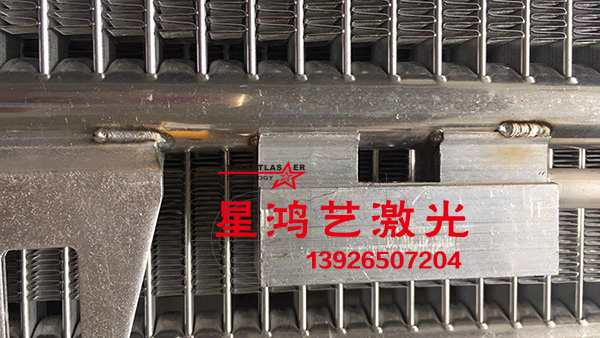
2 . �IJķ��棺���⺸�����@�ă��ݣ��͚廡����Ⱥ���һ������������ĺIJ��ܞ���I��ʡ3-4�ǡ����⺸��һ���������ĕr�g��1������ң�1��24С�r����һ���Ԓ���Ԟ���I��ʡ��ʮ�f�ĺIJijɱ���
3 . ����p���˹������ɱ���
�˹���˾+�IJ�+�����ɱ�һ����Ԟ���I��ʡ60-100�f���ҵ����a�ɱ���
�� �������f��
1�����pҪ��:
1.1������ 1000 ���B�m����������ʹ�ù��ʡ� 80% ��:
1.2�����Ӳ��ü���[�Ӻ��ӣ����p���^���⻬��Q���ɫ��ɫ�����p�ջ��^��Ŀ�y��Ȼ�� ���������@���^�ɡ����E������߅�A�Ǿ����^�ɡ�
1.3�����������c�_�J
3���O��M�ɲ���
| �O�����Q | �a�� |
| ���w�B�m���⺸ (1000W) | ���a���M�ڣ� |
| ����[���^ | ����ˇ�������аl�� |
| ��ˮ�C | ���a |
| ����ϵ�y | ����ˇ���� |
| �����Դ | ����ˇ���� |
| CCD ϵ�y | OSPR |
| �C�� | ���� |
| �Cе�� | �l�ǿƣ��ձ��� |

| ��Ҫ������ | ��λ | �f�� |
| ����ģʽ | - | �B�m/�{�� |
| ƫ�� | - | ���� |
| ���IJ��L | nm | 1077-1083 |
| ȫ�߰댒�V�� | nm | <3 |
| �~�����ݔ������ | W | ��1000 |
| �����{������ | % | 10-100 |
| ���ʷ����ԣ���24С�r��/td> | % | <3 |
| �����|�� | M2 | <1.3 |
| ����{���l�� | KHz | 20 |
| ���������r�g | us | 10 |
| ����ݔ���^ | - | QBH |
| ݔ�����w�L�� | M | 10-15 ��͑����� |
| ��s��ʽ | - | ˮ�� |
| ��sˮ�ض� | �� | 25��1 |
| �����h���ض� | �� | 5��40 |
| �惦�ض� | �� | -10��60 |
| ����늉� | VAC | 220��10% 50/ 60Hz |
| ���ݔ������ | W | 1000 |
| �aƷ�ߴ�LxWxH | mm | 784*482*202mm |
���w�����������ڂ��y�ļ��������܉�ʹÿ�ߵı��ֹ��D�QЧ�����10�����ϣ�����D�QЧ�ʸ���35%�����͵��������ģ�����S�o��ʹ�É����L���ɱ�Ч���h�h����������ͼ������� ��ϵ�п��{�Ɔ�ģ�L��ϵ��200W���L1080nm���w�������nj��Tᘌ����ټ����и���⺸��,����3D��ӡ�ȼӹ��Ĺ��I���aƷ�������|���á��пpխ���ܿ��١������и�塣�o���ͽY���OӋ�����ڲ���������ֱ�Ӱ��b���Ñ��O���С����Ç��H�˜ʵ�QBH���wݔ���^�����H�˜ʵ�RS232���ڿ��ƣ���ό��ñO�yܛ���� ���㌦�������M�Р�B�O�غ͈���ʾ��
| ����� | 2000W |
| ��ֱ���� | 100mm,150mm |
| �۽����� | 200mm,250mm |
| ���� | 6.5KG |
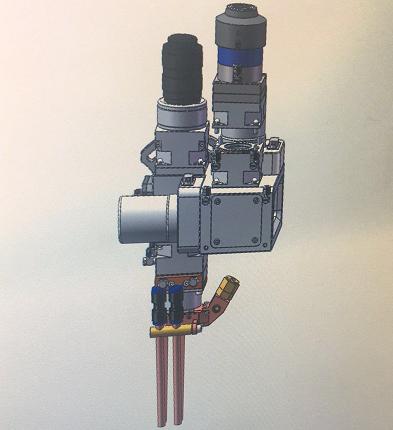
| ������N����QBJ���^������ | |
������
�˼���[���^�ڸ߷�����Ϻ��ӣ����ʺ��ӑ��÷����к��ă��ݣ���һ�����Ч�ĺ����^�������^�����c����X,Y�S���RƬ�����ж�N�[��ģʽ���Ҕ[�Ӻ������S�����в�Ҏ�t���p�������g϶�ȼӹ����������@����ߺ����|���������^�Ȳ��Y����ȫ�ܷ⣬���Ա����W�����ܵ��҉m��Ⱦ�����К⺟�������p�ٺ��ӟ��m���w�R��������W�RƬ����Ⱦ�����o�RƬ���ó��ʽ�Y�������Q���㡣
�e�f�����������^�������ЮaƷ����˾���ĸ�������������

������
1.���þW����ݔ����ݔ�ٶȿ죬�l�ʿ��_��20MHZ,��ݔ���x�L�����ɔ_�ã��Ӿ����㡣
2.�����Č��·���OӋ���Դ�ӡ��؆Ϊ����_����Ɍӣ�ÿһ·I/O�����˹�����x�����ɔ_���ܸ��á�
3.�W�����Ʋ���ҪPCI��ۣ��m���_ʽ�C���Pӛ���ȸ��N��X���W�����ؿ����}�_�ͷ�����̖ݔ����������_50mA�����Ӄɂ��������������p
4.ֱ����Ӳ���������s�ļӜp���㷨����pci�Ӝp�ٸ����ƽ�����\��܉�E�еĹՏ��Ӝp�ٸ����ƽ����
5.��ݔ��0-10Vģ�M늉����r���ƹ��w����ʣ���ݔ��24��PWM��̖���ƹ��w�������l�ʺ��}����
6.���ӕr�g���_�ɿ�,���ӹ��ʿ������{��,�ɾ��ʿ��ƺ����^���Ӹ��N�D�Ρ�

| �@ʾ�� | 12.1Ӣ��TFT���唵������4��3�� |
| �ֱ��� | 800��600 |
| ���ȶ� | 350��1 |
| ��ҕ�Ƕ� | 150��/150�� |
| �^�챶����CCD��λϵ�y��10������Ŵ� | |
������
���⺸�әC����CCD�O���������⺸���^��ϵ�y��CCD��һ�N�댧�w�������܉�ѹ�WӰ���D���锵����̖��
CCD��ֲ���С�������|�Q�����أ�Pixel����һ�KCCD�ϰ��������ؔ�Խ�࣬���ṩ�Į���ֱ���Ҳ��Խ�ߡ�
����@ʾλ�ßo�κ�Ư�ƿɴ���ʮ�־���̖�l��������Ӿ��B����CCD�z���^ݔ������̖�����@ʾ�����@ʾ�ɸ�����Ҫ�{����

| �Դ�� | 380V-/50HZ |
| ����ģʽ | LCD �@ʾ�����I |
| �ؾ��� | ��0.5�� |
| �ط��� | ����5��-35�� |
| ���� | ���58L/min |
| ��ý | R22 |
| ��ýע���� | 6KG |
| �����ʣ� | 2.8KW |
������
1����X����ϵ�y�����Ԅӿ������C�\�У�ȫ�Ԅӷ��e����ϵ�y�����ð�ȫ���U��
2��ˮ�ã��ߓP�̣��e�m����ݔ�͌�ˮ�|Ҫ��ߵ��ИI��
3��늚ⲿ�־�����HƷ��ԭ�S�aƷ�����C�C�����������������L�á�
4�������ߡ��ͣ��غ������p�ر��o������������o�_�P����ˮ�ðl�����ϻ�ˮ���p�ٕr�������_�P�������ԄӔ��_�C���Դ��
5��ȫ�P�ܹ�ʽˮ�����l������ֹ��ˮ��ݔ���^���й��w�����������s�|��
6���aƷҎ����ӣ�Ʒ�N�Rȫ���m���ڲ�ͬ��Ҏ�ɵęC��������ʹ�á�
7�����ܔ��@�ضȿ��������ܾ��_����ˮ���ڡ�0.1�ȣ���0.1�ȣ����Iʽ�������o�茣�I�ˆT��������ʹ�á�
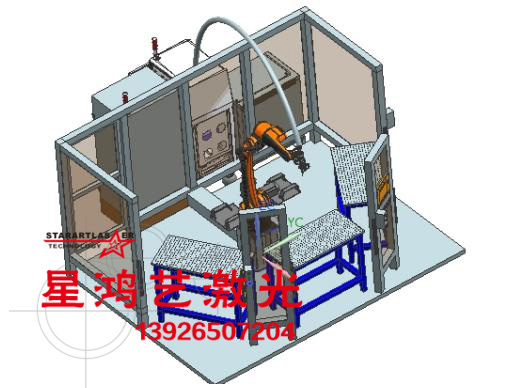
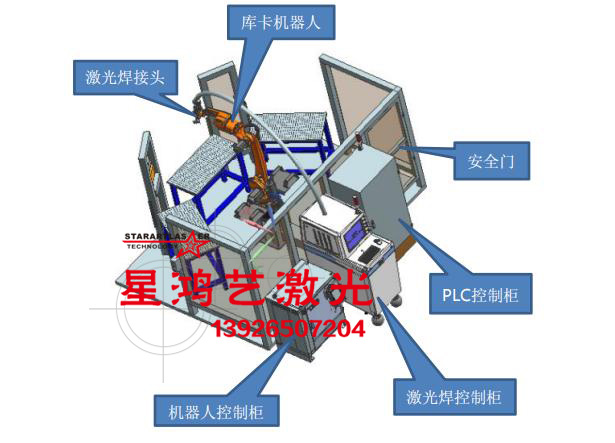
������
���ƙC�ߴ�:1100*560mm*1456mm��
��Ҫ�b�伤���������I��X���B�Ӿ�·�Լ����P�����k����
�����F��ʾ��D
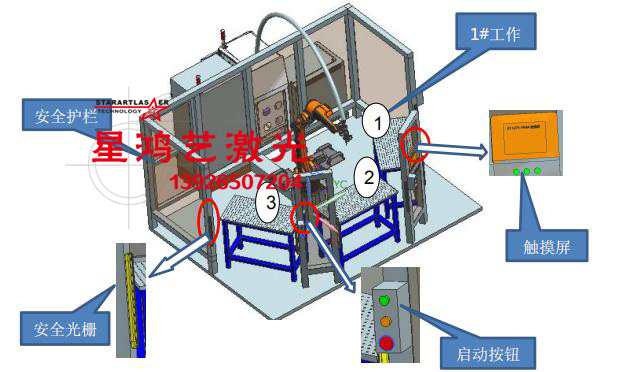
�ġ�����վ���I����
������
������λ��݆�����ӣ�Ҳ�ɆΪ����ӣ�����ȵ�����O�������ʣ����鹤�����̣�
1) �������M�ϵ���1#�����b�ϣ�
2) �M���ꮅ����1#���b�Ć��Ӱ��o���C�����_ʼ���ӡ�
3) �����߿������M������λ�Ĺ������b������ѭ���M�С�
4) �����ГQ�aƷ���������x��λ�M�й��b�ГQ������Ӱ�������λ�C���˺��ӣ����ǰ��b�ꮅ����Ҫ���|�����ϵ���/�Ԅ��_�P���ք����M������������x���x���ꮅ����ԄӠ�B�M�Џ�λ���ӡ�
�塢�C���������f��
| ��̖ | ���Q | ���� | ��λ | ��� | ���� | ��λ | Ʒ�� |
| 1 | �C���˼�����ϵ�y | 1 | �_ | �C���˱��w | 1 | �_ | �l�ǿ� |
| �C���˿����� | 1 | �_ | �l�ǿ� | ||||
| �C����ʾ�̺� | 1 | �_ | �l�ǿ� | ||||
| �C����朽���| | 1 | �_ | �l�ǿ� |
����HMI��PLC���ƹ������f��
| ��̖ | ���Q | ���� | ��λ | ��� | ���� | ��λ | Ʒ�� |
| 1 | HMI��PLC����ϵ�y | 1 | �� | �ɾ��̿����� | 1 | �_ | ����/���T�� |
| �|���� | 1 | �_ | ���T�� | ||||
| �_�P�Դ | 1 | �_ | �_������ |
�ߡ�����O������Ҫ��
| ��̖ | ���Q | ���� | ��λ | ��� | ���� | ��λ | Ʒ�� |
| 1 | ����O�� | 1 | �� | ����o�� | 1 | �� | ����ˇ |
| ��� | 3 | �� | ����ʿ/�Wķ�� | ||||
| �������� | 1 | �� | ����ˇ |
�ˡ����bҪ��
1�� ���b�����Ժã����C���ӹ���һ���Թ����0.3mm
2�� ���b���Q�p�ɱ�ݣ���������
3�� ���b���C���Ӽ��������b��ȡ��
4�� ���b�Y����������o����Ӱ�
�š������h��Ҫ��
���ཻ��늣�380��10%��50 HZ��5% 220��10%��50 HZ��5%
�h���ضȣ�-10-40��
������ȣ���80%
��ԴҪ���s�՚�0.5��1MPa ����Ҫ��10��15mL/min
ʮ�����
1���A��� :
�ҷ��O����������ڰl؛ǰ֪ͨ�͑����F���M���O���A��գ���͑�ԭ��o�����_�ҷ��F���A��գ��tҕ�����ͨ�^���p����ӆ�A��ՆΡ�
2���K��� :
1��������յĺ��Ӳ��Ϸ��ϼ��gҪ��
2���O�䰲�b�{ԇ�ꮅ���ڿ͑����a���п͑��B�m�\��5����M��������̣��������aӋ�����͑����B�m���aһ�ܣ����o���aӋ�����͑����ṩ������300���IJ�Ʒ�M���B�m���a��C��
3����շ�����һ�܃�ÿ���B�m�\��8С�r��Ҫ������o�`�����b�ГQ���㣬�����{�ӟo�`���M�����a�OӋҪ��
3����Ճ��ݣ�
3.1 ���H�c������һ���ԣ����F��ԭ���͑����׃��)��
3.2 �C����Ʒ���x���Ƿ��c����һ�¡�
3.3 ���Ԫ���Ƿ��c����һ�¡�
3.4 ���b�������Ƿ�M��Ҫ��
3.5 ���b�ГQ�Ƿ㡣
3.6 �|���������Ƿ�M��Ҫ��
ʮһ�������p��؟
11.1�͑�؟
1���͑�ؓ؟һ���Դ����Դ�B�ӡ�
2���͑����ҷ��ṩ�]Ʒ�N������10���{ԇ����
3���͑����Ō����ˆT���c�O�䰲�b�{ԇ���S�o�ԱM����˽��O�����ܼ�����������
4���͑��ڱ��|�ڃȲ���˽�Բ�жŲ���O�䣬��t�ҷ������ԾS�o��
11 . 2 �ҷ���؟
1 �� �����͑�Ҫ���OӋ�����b���{ԇ����վ��
2 �� �ҷ����͑����g�ˆT�M�ЙC���˼�늚���Ӗ��
3 �� �ҷ���͑��ṩ늚�D�����Cе�D�����O���f�������דp����Ρ�
ʮ�����ۺ�푑�
1 ) �͑��M���100%��
2 ) �͑���ʹ�����g�����O����F����,��ͨ�^�Ԓ�ȼ��g֧�ַ��շ�ʽ�ԟo����Q�Ñ��}�r,�͑����������M��F��֧�ַ����A���ҷ�����푑���24С�r���s���͑��F����
ʮ���� ������Ӗ
�O�䰲�bǰ�Ñ����g�ˆT2�˵�����˾�M�����M��Ӗ�����b��˾���l�ϸ�ļ��g�ˆT���Ñ����ڵ،�ȫ�wʹ���ˆT�M�ЬF����Ӗ����Ҫ�r�c�Ñ�f�������ŕr�gՈ�����v�n����Ӗ�ˆT�ͼ��g�ˆT���òʳ�ޡ���Ӗ���غ�����Ʒ���M�þ������M�ṩ��
��܇���������⺸�ӽ�Q����---����ˇ����
��ԭ�����£��D�d�ע��������ˇ���⡣��---�����͑�����������a�ɱ��� �����ИI��������
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C
- [2019-04-26]�ֳּ��⺸�������w�B�m/�}�_�ֳֺ����^
- [2019-04-26]���⺸���ݣ������P�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ���ǰ��
- [2019-01-14]���⺸�ӕ�Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O������X
- [2019-06-29]���⺸�ӿ�������ô���o�⣬����ʲô���ã�
- [2019-06-02]�r�C�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI���⺸�ӽ�Q����
- [2018-12-03]��܇���������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� ���⺸�ӕ�Խ��Խ�ռ���
��һ퓣� ��܇���������⺸��ҕ�l