���⺸�C(j��)���^�^�ɌӺ��Ƭ�Y(ji��)��(g��u)
�l(f��)���r(sh��)�g��2014-11-05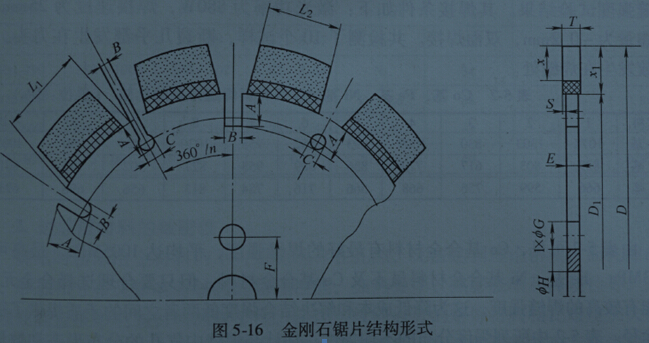
�D5-16 ����ʯ�Ƭ�Y(ji��)��(g��u)��ʽ
A-����H-���w��(n��i)��Lֱ�� B-�ی� �ң�һ���w�X�LC-�ۿ�ֱ�� L2-JJ�^�L��
D-һ�A�Ƭ���xֱ�� S-��(c��)϶ D1һ���wֱ��T-JJ�^����E-���w���
x-JJ�^����ʯ�Ӹ߶�F-��λ�����ľ� xl -JJ�^���߶�
C-һ��λ��ֱ�� (xl -x)-JJ�^�ǽ���ʯ�Ӹ߶�
���⺸��ҕ�l")







ԡˮ�ۼ��⺸��ҕ�l")
Ʒ����ҕ�l")
���⺸�әC(j��)")
���⺸�әC(j��)")
���˼��⺸�әC(j��)")
���Ƽ��⺸�әC(j��)")
")
���⺸�әC(j��)")
")
")
�����⺸�әC(j��)")
���⺸�әC(j��)")