���⺸�әC���ӷ�ʽ���
�l���r�g��2015-08-07 | ��Դ������ˇ���⺸���\�I�� | ������
�������⌦���������÷�ʽ�����⺸�әC���ӿɷ֞��}�_���⺸���B�m���⺸���}�_���⺸�r��ݔ�뵽�����ϵ������ǔ��m�ġ��}�_�ģ�ÿ�������}�_�ں����^�����γ�һ���A�κ��c���B�m���⺸�ں����^�����γ�һ�l�B�m�ĺ��p��
�������H�����ڹ����ϵĹ����ܶȣ���ܼ��⺸�әC���ӿɷ֞�������(�����ܶ�С��l05W��crn2)�����ۺ�(�����ܶȴ��ڻ����10s Wlcrn2)��
(1)������� ��������r�����⌢���ٱ���ӟᵽ���c�c���c֮�g�����ٲ��ϱ��挢�����յļ������D׃����ܣ�ʹ���ٱ���ض����߶��ۻ���Ȼ��ͨ�^�������ʽ�џ��܂�����كȲ���ʹ�ۻ��^��u�U�����̺��γɺ��c�p��������݆�����ƞ�����Ρ�
������������c�Ǽ����ߵĹ����ܶ�С���ܴ�һ���ֹⱻ���ٱ��������䣬����������^�ͣ���������\�������ٶ��������������Ҫ���ڱ�(���С��1mm)��С�����ĺ��Ӽӹ���
(2)���ۺ� ���ۺ��r�����������ϵĹ����ܶ������ٱ����ڼ����������£��ض�Ѹ�����������c������Ѹ�����l�γɵ����≺�������_�����ܿ˷����ڽ��ٵı��揈���Լ�Һ�w���o�����ȶ��γ�С�ף���������ֱ��������σȲ��� ������γ���ȴ�ĺ��p��
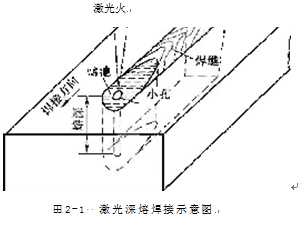
����������������������^�������⺸�әC�γɵ�С��؞����������ұ�����Խ��յ����ּ��⣬�@�N����Ҳ�ɷQ�鱡�弤��С��Ч������
�ęC���Ͽ����@�ɷN���ӷ��������ᶼ�Ǻ��ӕr����С�ף����ߛ]�б��|�ą^�e��С���܇����۳ؽ������������ۻ����ٵ����������揈����ʹС���ϵ�څ�ݣ����B�m�a���Ľ�������t���D�S��С�Ĵ��ڡ��S�������\�ӣ�С���S�������\�ӣ������Π�ͳߴ�s�Ƿ����ġ�
С��ǰ���γ�һ���Aб�ğ��gǰ�ء����@���^��С���܇����ډ����ݶȺ͜ض��ݶȣ��ډ����ݶȵ������£����۲����@С����߅��ǰ����������ӡ��ض��ݶ���С����߅������һ��ǰ������С�ı��揈�����@���Mһ���ʹ���ڲ����@С����߅��ǰ����������ӣ������С�����������γɺ��p�����⺸�әC���ӕr���������ɫ��׃�����ɓ��˱O�غ����^�̡�
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C
- [2019-04-26]�ֳּ��⺸�������w�B�m/�}�_�ֳֺ����^
- [2019-04-26]���⺸���ݣ������P�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ���ǰ��
- [2019-01-14]���⺸�ӕ�Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O������X
- [2019-06-29]���⺸�ӿ�������ô���o�⣬����ʲô���ã�
- [2019-06-02]�r�C�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI���⺸�ӽ�Q����
- [2018-12-03]��܇���������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� �I�P������
��һ퓣� ���⺸���������N���ӷ������^